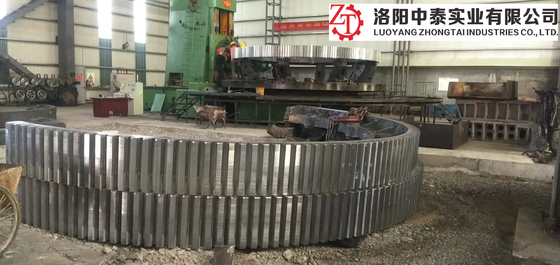
Mühlgurt-Gang-Roheisen-kundenspezifischer großer Durchmesser-Ring Gear Rotary Large Girth-Gang
1. Technische Anforderungen des großen Hohlrads für Mühlgurtgang
(1) wird die Oberflächenvorbehandlung, bevor man löscht, normalisiert, und die Härte sollte HB210~250 sein; Mechanische Eigenschaften sind Stärkegrenze Rb690MPa, Ertraggrenze Rs490MPa, Verlängerung d511%, Bereichsreduzierung w25%, Auswirkungsschlagzähigkeit Ak30J. Verhärtende Zahninduktion, Härte von HRC50~55; Effektive Verhärtungstiefe 3~5mm.
(2) wird Ultraschallprüfung im allgemeinen durchgeführt, und die interne Qualität erfüllt die Sekundärbedingungen, die im Standard GB7233-87 vereinbart werden; Gangzahn- und Übergangsleistenmagnetpulverprüfung, Qualität sollte bedingungen GB/T9444-88 erfüllen Standard.
(3) rundete Uncast Ecken R5~R10.
(4) Abschrägung beider Enden und Ränder entlang der Zahnbreite. Großes Hohlrad durch das Hohlrad mit zwei Hälften, das mit hochfesten Bolzen in ein ganzes Hohlrad, die gemeinsame Oberfläche angeschlossen wird, muss in der Mitte der Zahnunterseite sein.
2. Produktparameter des großen Ringes für Mühlgurtgang
| Das große Hohlrad |
⑴Formstahl der Legierung GS42CrMo4 (Unternehmensstandard) HB 220 | 240
Die halbe Struktur, y-Art Platte.
(3) schiefer Zahn.
(4) angemessene Dichtungs- und Ausrichtungsstruktur.
|
⑴Außerhalb des Verfeinerns des flüssigen Stahlofens (Argonschlag und relativer Feuchtigkeit Behandlung Vakuum).
(2) wird die hängende Technologie des speziellen Kaltformungssandes angenommen, um die Dichte des Castings und des Zahnes sicherzustellen.
(3) Normalisierung der Behandlung (eigene Technologie) um Zahnoberflächenhärte sicherzustellen.
(4) nach dem rauen Wälzen, reparieren Freigabealtern, die gemeinsame Oberfläche und dann feines Rollen
⑸selbst gemachtes Gewindebohrerpräzisionswälzen.
|
⑴Mechanische Eigenschaften und chemische Zusammensetzung des werfenden freien Raumes (internes Steuerstandard).
(2) die Ultraschallsprungsentdeckung nach Schruppen.
⑶halbes Vollenden, beendende Ultraschallprüfung und Magnetpulverprüfung.
(4) Zahnoberflächenmagnetpulverprüfung, Härteinspektion.
⑸Überprüfen Sie Toleranz des Zahnprofils.
⑹Nullasttest der Generalversammlung vor Lieferung, überprüfen die Zahnradeingriffgenauigkeit von großen und kleinen Gängen.
|
3. Herstellungsverfahren des großen Zahnringes für Mühlgurtgang
(1) leeres
Der Stahlwerfenfreie raum wird vom schweren Casting und Schmieden Anlage der CITIC-Schwerindustrie-Maschinerie Co., Ltd. zur Verfügung gestellt. Er wird in Übereinstimmung mit Standard gb11352-89 eingeführt. Gestaltung, schmelzend und gießen, Kastenschlagen, Ausputzcastings entsprechend dem Werfen von Prozessanforderungen; Während der Inspektion und der Annahme wird der geworfene Stahlfreie raum entsprechend den Zeichnungen und den technischen Anforderungen überprüft, nach der Verabschiedung der Annahme entsprechend Standard JB/T6402-92 und der Prozess wird niedergelegt.
(2) Schruppen
Zugseile entsprechend den Anforderungen der Zeichnungen und sachliche Verteilzeit, Ausrichtung, Verbindung beiseite setzen, inneren und äußeren Kreis, gemeinsame Prägeoberfläche, Bohrung und andere Prozesse verarbeitend.
(3) Mittelverletzung
Ultraschallprüfung wird im allgemeinen durchgeführt, und die interne Qualität erfüllt die Sekundärbedingungen des Standards GB7233-87.
(4) Normalisierung von Vorbehandlung
Der Halbring wird in den Paaren normalisiert und gemildert, um gute Mikrostruktur für das folgende Oberflächenlöschen zur Verfügung zu stellen. Und entsprechend den Anforderungen der Zeichnungen, die Deformation des halben Hohlrads nach Wärmebehandlung zu überprüfen.
4. Falleinleitung der großen Kupplungsglocke
Citic Pacifics SINO Eisenprojekt in Australien, das 7,9 der größte x 13,6 m-Ballmühlerste große WeltHohlrad vor kurzem in einer werfenden werfenden Fabrik citic-juki Firmenerfolg Sandfertigungsstraße. Mit einem Durchmesser von 12 Metern und der Höhe eines vierstöckigen Gebäudes, wenn sie gebrochen wird, ist die Größe des freien Raumes überhaupt produziert von der Citic-Schwermaschinen-Firma das größte. Gleichzeitig das Casting auch erneuert mit der Erfindung der Firma und sogar Schwermaschinenindustrieaufzeichnungen. Zuerst wurden 375 Tonnen flüssiger Stahl benutzt, und an zweiter Stelle, wurden 6 Öfen und Casting der Umhüllung 5 benutzt, um dieses zu erzielen und brachen die Aufzeichnung der Firma von 346 Tonnen des flüssigen Stahlsatzes im Jahre 2007 durch saudisches „Brennofen-König“ Rad. Drittens verlangte die Qualitätsskala für die ähnlichen hohen Produkte der Firma überhaupt. SINO Eisen-Bergwerk ist das größte Bergwerkprojekt der Welt, das durch Citic Pacific in Australien zusammen mit Stahlkonzernen wie Wuhan-Eisen und Stahl Co., Ltd. Citic-Schwermaschinen für die Entwicklung des meisten Fortschritts der Welt, die Spezifikationen der größten 5 Meter der Gruppe 1 (2) x 11 von der Mühle und 7,9 x 13,6 Meter der Ballmühle investiert wird und wird es als „nullprojekt“.


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!