Soem, das großes legierter Stahl-einzelnes doppeltes Fischgrätenmuster-schraubenartiges Gurt-Hohlrad mit CNC Mahining schmiedet
Wir können große Schmieden, Werfen und Schweißengänge entsprechend den Zeichnungen des Kunden produzieren. Entsprechend den Arbeitsbedingungen und
der Antrag der Kunden, können wir den Gang, der reiben, die Oberflächenverhärtung, zementiert und Löschen, Nitrierung und Löschen, etc. auch tun.
|
Material
|
Kohlenstoffstahl, legierter Stahl
|
|
Standard
|
ASTM-LÄRM. EN-GOST JIS USW.
|
|
Struktur
|
Schmieden, werfend und Schweißen
|
|
Modul des Gangs
|
8-120
|
|
Gang-Reiben
|
MAX Module 24
|
|
Durchmesser des Gang-Rades:
|
Max 13 000 Millimeter
|
|
Durchmesser des gewundenen Gangs:
|
MAX. 2 200 Millimeter
|
|
Länge der Ritzelwelle:
|
Max 5 000 Millimeter
|
|
Soem-Service angeboten
|
Entsprechend Kunden-Zeichnungen
|
|
Zahnsegment angeboten:
|
Entsprechend Kunden-Anträgen
|
|
Wärmebehandlung
|
Q- u. t-Fall-Verhärtung
|
|
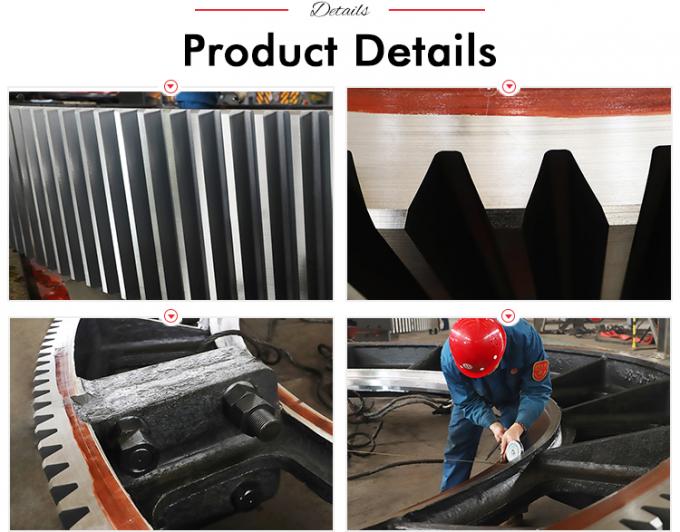
Wir stellen Gurtgänge in drei verschiedenen Entwürfen zur Verfügung
1. Fabrizierter Stahl
- geschmiedeter Ring
- Walzblech
Gegossener Stahl
Duktiles (knötenförmiges) Roheisen
Fabrizierte Gänge wurden in der Vergangenheit üblichern und werden mit geschmiedeten Stahlgangkantenmaterialien und geschweißter Körperelektrostruktur konstruiert. Die Ringe werden von einem ganzen Block des legierten Stahls des hohen Widerstands hergestellt. Nach den Schruppen des Ringes, führen wir Vergütenwärmebehandlung durch, um die mechanische Eigenschaft und deshalb seine relevante Leistung zu verbessern.
Avantages von fabrizierten Gurtgängen
1. Die geschmiedete materielle Struktur schließt das Risiko von Einbeziehungen aus
2. Strukturdefekte wie Gaslöcher, Mikroschrumpfung, Stiftlöcher, heiße Riss-, Sand- und Schlackeneinbeziehungen werden vermieden
3. Folglich wird das Reparaturschweißen der Körperstruktur und z.B. von gezahnten Bereichen reiben nicht angefordert.
4. Das fabrizierte Herstellungsverfahren schließt den Bedarf an den Mustern und an den Aufbrüchen aus
5. Kantenmaterial hat höhere Härte und hochfesteres als das Material, das für die zugrunde liegende Struktur benutzt wird (d.h. Netz, Keile)
Eigenschaften
1. Außenverzahnungen
Maximaler Durchmesser: 16000 Millimeter
Gezahnte Zahnbreite: 1700 Millimeter
Maximales Modul: 45 durch Gewindebohrer
Maximales Modul: Schlichtfräser mit 65 Gängen
2. Innenverzahnungen
Maximaler Durchmesser: 6500 Millimeter
Maximales Modul: 25,4
Gezahnte Zahnbreite: 400 Millimeter
Schmieden des materiellen Prozesses
Schmieden
Abschließendes Rollen
Ofenabkühlen
Steuerung auf Produktion
Wasserlöschen
Härteprüfung
Schruppen
Ultraschallprüfung und Maßinspektion
Endprüfungsbescheinigung
Standards/Zertifikate
UNI-EN-ISO
AWS
ASTM
ASME
LÄRM
Anwendungen
Unsere Gurtgänge werden in den Zement- und Mineralindustrien angewendet:
Verschiedene Arten von horizontalen Mühlen
Drehtrockner
Drehrohrofen
Irgendeine andere große Hohlradanwendung
Spezifikation für Stahlcastings für Schleifmühlen
d., Ultraschallabnahmeprüfprotokoll (vor und nach Reparaturen)
e., Magnetpulverprüfungsbericht (vor und nach Reparaturen)
f., Maßbericht
g., Schweißungsreparaturkarten
h., Schweißungsverfahren und Verfahrensqualifikationsaufzeichnung
i., Schweißerqualifikation
j., zerstörungsfreie Prüfungsinspektorqualifikation
|
Einzelteil
|
Strukturelle Eigenschaften
|
Verarbeitung des Maßes
|
Testinhalt
|
|
Gurt-Gang
|
(1) GS42CrMo4Alloy-Stahl (korporative eigene Standards)
HB 220~240
(2) halb-strukturiert, Y-Speiche
(3) schraubenartig
(4) angemessene Dichtungs- und Ausrichtungsstruktur des legierten Stahls (korporative eigene Standards)
|
(1) äußere Stahlraffinierung (Argon relativer Feuchtigkeit und Vakuumbehandlung)
(2) eigene hängende Sandtechnologie der Kaltformung, zum des Castings, die Zähne sicherzustellen dicht
(3) normalisierend (eigene Technologie) um zu garantieren dass die Zahnoberflächenhärte
Nachher
(4) reparieren das raue Wälzen, Freigabezeit, die gemeinsame Oberfläche, dann feine Rolle
(5) eigener selbst gemachter fein wälzender Gewindebohrer
|
(1) mechanische Eigenschaften der Castings und chemische Zusammensetzung (interner Standard)
(2) skizzierend nach Schallprüfung
(3) Halbvollenden, beendend nach Ultraschallprüfung und Magnetpulverprüfung
(4) Zahnoberflächenmagnetpulverprüfung, Härtetest
(5) Zahn-Toleranzkontrolle
(6) der Fabrikversammlungs-Laststest, zum der Genauigkeit der Größe des Gangs zu überprüfen
|

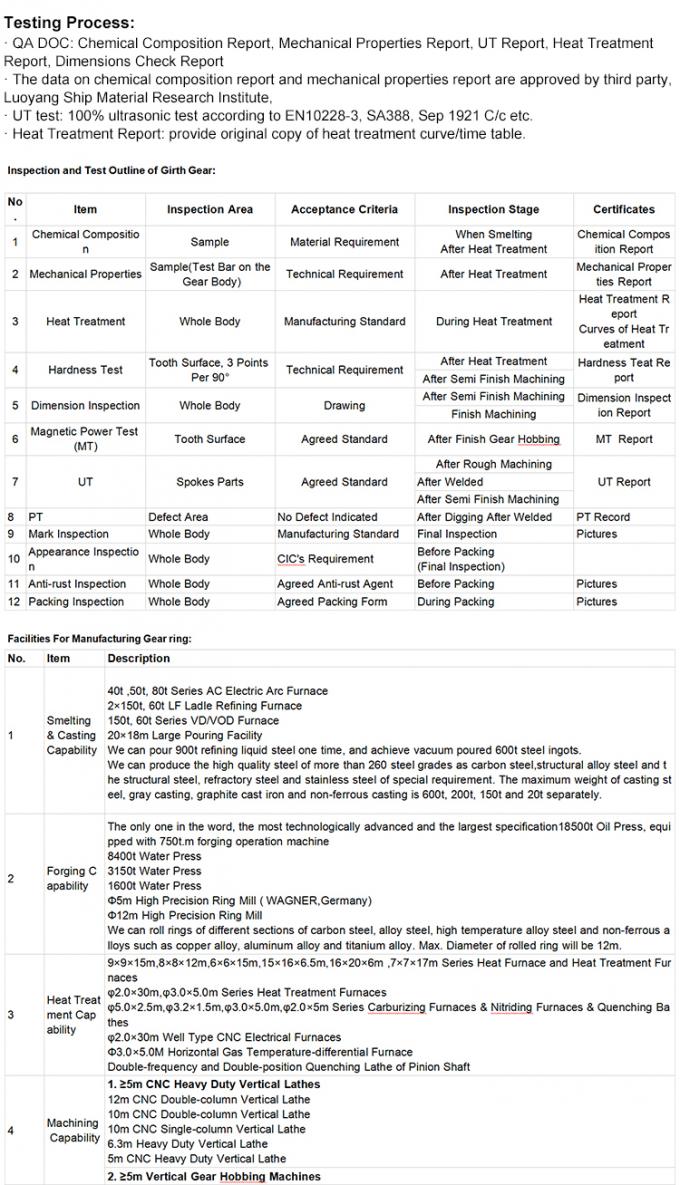
Die technischen Anforderungen eines großen CITICIC-Hohlrads:
vor der Normalisierung der Oberflächenverhärtungsbehandlung, die Härte 1) wird vorbehandelt, HB210 wenn | 250; mechanische Leistung sind das Bruchfestigkeit Rb 690MPa, Ertragdruck Rs 490MPa, Verlängerung D5 11%, Reduzierung von Bereich W 25%, Auswirkungshärte Ak 30J; Zahninduktion verhärtet, Härte HRC50 | 55; effektive verhärtete Schichttiefe 3 | 5mm.
2) sollte Gesamtultraschallprüfung, interne Qualität zwei Standardbedingungen der Anforderungen GB7233-87 erfüllen; Zahn- und Leistenmagnetpulverprüfung, Qualität sollte zwei Standards der Anforderungen GB/T9444-88 entsprechen.
3) ist Anmerkung das Casting nicht gerundetes R5 | R10.
4) müssen Zahnabschrägung an beiden Enden und an 1 45b.5) durch zwei und eine Halbringgangzahnbreite jeder Ringkoppelung entlang dem Rand eines ganzen Ringes, der mit den hochfesten Bolzen, kombiniert mit der Zahnoberfläche gemacht wird, in der unteren Mitte sein.
großes Herstellungsverfahren der Kupplungsglocke 2
2,1 von rauem
Stahlwerfenfreier raum wird von der schweren Schmiedenanlage CITIC Heavy Machinery Co., Ltd. zur Verfügung gestellt, geleitet durch Standard GB11352-89 spezifiziert Anforderungen für das Modellieren entsprechend dem werfenden Prozess, das Schmelzen und wirft, Schlagkästen, das Säubern und kleidet Castings;. Während der Inspektion und der Annahme durch die Zeichnungen und der technischen Anforderungen für Stahlfreien raum
Kontrollen, die Standards JB/T6402-92 übereinstimmend herausgegeben nach Annahme
Hinunter Verfahren.
2,2 skizzierend
Gekreuzt durch Zeichnung und Zulage, Ausrichtung, Verbindung wegbleiben, verarbeitend sowohl innerhalb als auch außerhalb des Kreises und kombinieren das Planfräsen, Bohrung und andere Prozesse.
2,3 Erforschungsverletzung
Gesamtultraschallprüfung, interne Qualität sollte die zwei Bedingungen von Standards GB7233-87 erfüllen.
Normalisierungsvorbehandlung 2,4
die Halb-Ringpaare, die Behandlung normalisieren und mildern, stellen eine gute Organisation für die folgende Oberflächenverhärtung zur Verfügung; Pressezeichnungsdeformation der Halbringganginspektion nach Wärmebehandlung.
2,5 maschinelle Bearbeitung
Zuerst zwei und ein Halbring wird mit den hochfesten Bolzen hergestellt, die den Ring als Ganzes, den Gesamtprozeß, indem man ein Zähne Kreis Quannei Wai und oberes und untereres Ende anschließen, zeichnet und dann zeichnet und Prägeprozeßanforderungen maschinell bearbeitet.
2,6 Beseitigung der Verarbeitung des Druckes
Der Gesamtring temperte, um Druck zu beseitigen.
Gesamtoberflächenverhärtung des ringes 2,7
WENN entlang der alveolaren verhärtenden Zahnoberflächeninduktion, Härte HRC50 | 55, effektive verhärtete Schichttiefe 3 | 5mm.
2,8 Endprüfung
Zuerst erfüllt die Entdeckungsfrequenz, die, die Härte löscht, nachdem sie die cogging Kupplungsglocke gemildert hat, die Bedingungen der Zeichnungen; zweitens ob der maximale Außendurchmesser großeres D6944 als die Deformation 3mm ermitteln, die mechanische Korrektur erfordert, bis qualifiziert; Drittens sollte Zahn- und Leistenmagnetpulverprüfung, Qualität zwei Standardbedingungen der Anforderungen GB/T9444-88 erfüllen; Schließlich entsprechend den Zeichnungen und den technischen Anforderungen für Endprüfung.
| Nein. |
Prozess |
Verarbeitung
Maß
|
Verarbeitung
Ausrüstung
|
Programm von Tests |
Inspektionsausrüstung |
|
1
|
bereiten Sie sich vor
|
1. Material: hohe Qualität goss Stahl
2. Formulieren Sie angemessenen werfenden Prozess und stellen Sie werfende Qualität mittels der Computersimulation der Verfestigung sicher
3. Formulieren Sie angemessenen schmelzenden Prozess, um die chemische Zusammensetzung des Castings sicherzustellen
4. Formulieren Sie angemessenen Wärmebehandlungsprozeß, um sicherzustellen
Überprüfen Sie die mechanischen Eigenschaften des Castings
|
|
|
|
|
2
|
Modellieren
|
1. Steuern Sie ausschließlich die Qualität der Art (Kern) Sand, stellen Sie die Stärke und die Steuerung des Wassers sicher
2. Sandabdämmen, geneigte zweimal polierende Oberfläche, Pinsel
3. Setzen Sie den strömenden Aufbruch und das kalte Eisen entsprechend den Prozessanforderungen
4. Säubern Sie und backen Sie wie erforderlich
Hohlraum
|
Sandmischer
|
Überprüfen Sie die Qualität der Art (Kern) Sand und Oberflächensand
2. Überprüfen Sie die Hohlraumgröße
Überprüfen Sie die Backzeit
|
|
|
3
|
Schmelzendes Casting
|
1. Wählen Sie niedriges S.P-Roheisen, ausgewählten Schrottstahl, Hilfsstoffe und Legierung des backenden Ofens entsprechend Prozess
2. Entsprechend dem schmelzenden Systemprozeß, machen Sie Stahl
Gefährliche Elemente S.P entsprechen internes Steuerstandards
3. Der fertige flüssige Stahl wird mit dem Argon behandelt, das in der Schöpflöffel- und Vakuumzirkulationsentgasung relativer Feuchtigkeit durchbrennt, um die flüssige Stahlzusammensetzungsuniform, schädlichen Sauerstoff herzustellen (H, O) Reduzierung, einheitliche Temperatur, die Flüssigkeit des flüssigen Stahls erhöhen, um das gute flüssige Ergänzen des Castings sicherzustellen und das Casting an der Porosität und an anderen Defekten verhindern
Ausschließlich Steuercastingtemperatur und werfende Geschwindigkeit entsprechend den Bestimmungen
|
50 t-Ofen
Entgasungsausrüstung der Zirkulation relativer Feuchtigkeit Vakuumfür Schlaggerät des Schöpflöffelargons
|
1. Ofenmaterialien müssen die technologischen Bedingungen erfüllen
2. Steuerfütterungstemperatur, Fütterungsquantität, reine kochende Zeit, Stahltemperatur
3. Das Direktablesungsspektrometer wird benutzt, um die chemische Zusammensetzung vor dem Ofen schnell zu ermitteln, um zu garantieren, dass die Ausrüstung im besten Zustand während des Schmelzens ist und die chemische Zusammensetzung des Endprodukts die Bedingungen während des Gießens erfüllt
4. Überprüfen Sie die Parameter des Argons durchbrennend und Behandlung relativer Feuchtigkeit Vakuum
5. Überprüfen Sie die Zündtemperatur und
Strömende Zeit
|
Direktablesungsspektrometer
Die körperliche und chemische Ausrüstung
|
|
4
|
Reinigung und Wärmebehandlung
|
1. Die interne Hitzebewahrungszeit der Castingform ist nicht weniger als die Prozessanforderungen
2. Sandfallen, -Strahlenen-, -schnitt- und -gießenaufbrüche, die technologischen Bedingungen zu erfüllen
3. Führen Sie ausschließlich die leere Wärmebehandlung durch
Zu die Einheitlichkeit der Ofentemperatur sicherstellen und die ursprüngliche Struktur des Castings weiter entwickeln
|
50t
Träges fallendes Sandstrahlgerät und
8,5 ×12m
Wärmebehandlungsofen
|
1. Überprüfen Sie die Ofentemperaturaufzeichnung
2. Die Probe ist mit dem Casting im gleichen Ofen wärmebehandelt, und die mechanischen Eigenschaften werden gesendet, sofort überprüft zu werden
3. Überprüfen Sie die Oberflächenbeschaffenheit des freien Raumes
Quantität, geometrisches Maß und Bearbeitungszugabe
|
Die körperliche und chemische Ausrüstung
|
|
5
|
Schruppen |
1. Reservezulage für Schruppen entsprechend technologischen Bestimmungen
Vergütungsbehandlung
|
Vertikale Drehbank
8,5 ×12m
Wärmebehandlungsofen
|
Überprüfen Sie die Größe
Sichtprüfung für Ultraschallprüfung der Defekte
|
Mit Ultraschall
Prüfung
|

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!