Zementmischer maßgeschneiderte große Größe Hauptantrieb große Umfang Stahlgetriebe
Beschreibung des Produkts
Wir können große Schmiede-, Gieß- und Schweißgeräte nach den Zeichnungen des Kunden herstellen.
Auf Kundenwunsch können wir auch Getriebe schleifen, Oberflächenhärten, Zement und Dämpfen, Nitrieren und Dämpfen usw.
|
Material
|
Kohlenstoffstahl, Legierungsstahl
|
|
Standards
|
ASTM DIN. EN GOST JIS usw.
|
|
Struktur
|
Schmieden, Gießen und Schweißen
|
|
Modul der Ausrüstung
|
8 bis 120
|
|
Getriebe schleifen
|
Max-Modul 24
|
|
Durchmesser des Zahnrads:
|
Max 13 000 mm
|
|
Durchmesser des Spiraleinsatzes:
|
Max. 2 200 mm
|
|
Länge der Zahnradwelle:
|
Max 5 000 mm
|
|
OEM-Dienstleistungen
|
Nach Zeichnungen der Kunden
|
|
Angebotene Ausrüstungssegmente:
|
Nach Kundenwünschen
|
|
Wärmebehandlung
|
Q & T-Fallverhärtung
|
|
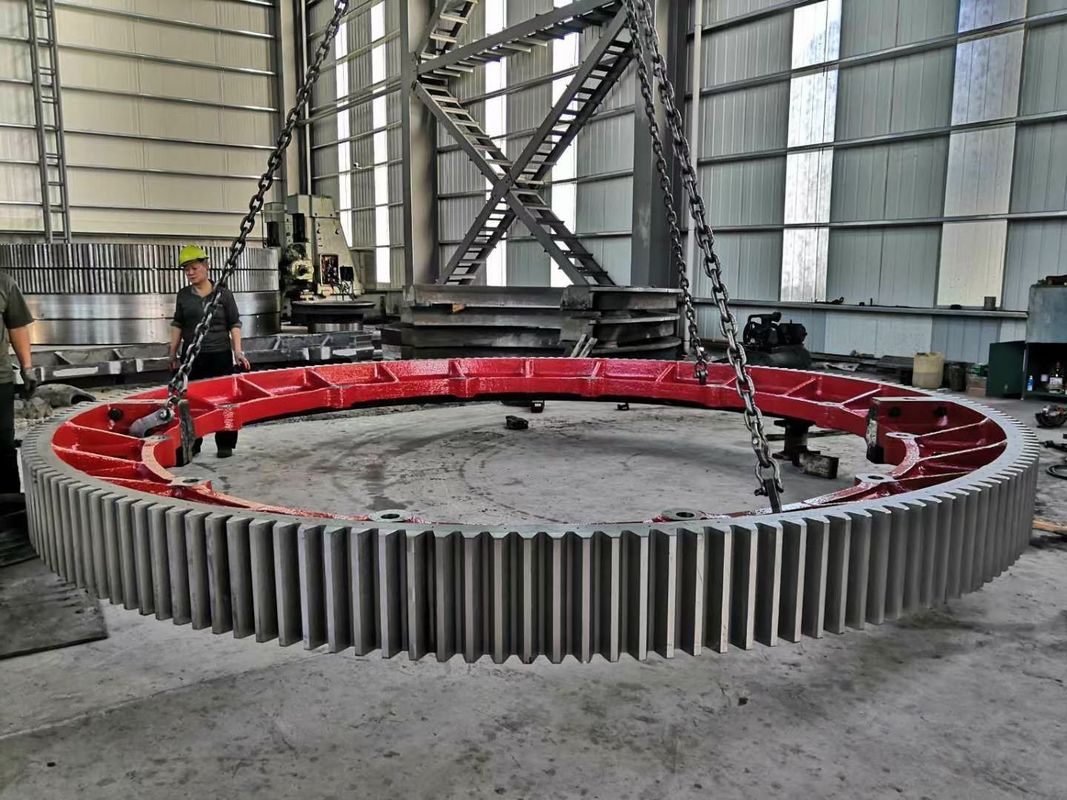
Wir bieten Umfangsgetriebe in drei verschiedenen Designs
1. Stahlwaren
- geschmiedeter Ring
- gewalzte Platten
Gusseisen
mit einer Dicke von mehr als 0,05 mm
Fabrizierte Zahnräder sind in der Vergangenheit häufiger geworden und bestehen aus geschmiedeten Stahlrädern und elektrisch geschweißter Karosseriestruktur.Die Ringe sind aus einem ganzen Block aus hochfester Legierungsstahl gefertigtNach der Rohbearbeitung des Rings werden eine Härte- und eine Härte-Wärmebehandlung durchgeführt, um die mechanischen Eigenschaften und damit die entsprechenden Leistungen zu verbessern.

Vorteile von gefertigten Umfangsrädern
1Die Struktur des geschmiedeten Materials schließt das Risiko von Einschlüssen aus.
2- Strukturfehler wie Gaslöcher, Mikrokrümpfung, Nadellöcher, heiße Risse, Einschlüsse von Sand und Schlacke werden vermieden
3Daher ist das Reparaturschweißen der Karosseriestruktur und z. B. das Schleifen von Zahnflächen nicht erforderlich.
4- Das hergestellte Herstellungsverfahren schließt die Notwendigkeit von Mustern und Steigerungen aus
5.Riegelmaterial hat eine höhere Härte und eine höhere Festigkeit als das für die zugrunde liegende Struktur verwendete Material (d. h. Web, Gussets)
Eigenschaften
1. Außenzähne
Höchstdurchmesser: 16000 mm
Breite der Zahnfläche: 1700 mm
Maximalmodul: 45 pro Kochplatte
Maximalmodul: 65-Zahn-Abschneider
2. Innere Zähne
Höchstdurchmesser: 6500 mm
Maximalmodul: 25.4
Breite der Zahnfläche: 400 mm
Schmiedeverfahren
Schmieden
Endwalzen
Kühlung im Ofen
Kontrolle der Produktion
Wasserlöschung
Härteprüfung
Rohbearbeitung
Ultraschallprüfung und Abmessungskontrollen
Zertifizierung der endgültigen Prüfung
Normen/Zertifikate
UNI EN ISO
AWS
ASTM
ASME
DIN
Anwendungen
Unsere Umfangsräder werden in der Zement- und Mineralindustrie eingesetzt:
Verschiedene Arten von horizontalen Mühlen
Rotationstrockner
Rotationsöfen
Andere Anwendungen für große Getriebe
Wir sind der führende Anbieter der Kiln Girth Gears für die verschiedenen Anlagen wie unten aufgeführt.
1. Sponge Iron Plants 50TPD 100TPD 300TPD 350TPD, 500TPD, 1000TPD
2. Zementanlagen nach Kundenanforderung
3- Werkzeuge für Phosphatbergwerke, Aluminagegenstücke, Kaolin-Bentonit
Ausrüstungskapazität:
1. 100 mm bis 16000 mm Durchmesser
2. 10Module bis 70Module
Die Kiln-Umfangsgetriebe sind hauptsächlich in zwei Teilen, vier Teilen, acht Teilen oder mehreren Segmenten je nach Anforderung und Eignung mit der Anwendung des Getriebes erhältlich.Im Bereich der SchleifmaschinenkomponentenWir liefern Mühlköpfe, Einlass, Schleifwalze, Zementöfen, Gießräder, Wellenblöcke.
Qualitätssicherungsdokumente
Die folgenden Berichte sind der Qualitätssicherung vorzulegen:
a. Chemiebericht
b. Gesundheitsbericht
c. Dokumente für die Wärmebehandlung
Spezifikation für Stahlguss für Schleifwerke
d. Ultraschallprüfungsbericht (vor und nach der Reparatur)
e. Bericht über die Inspektion magnetischer Partikel (vor und nach der Reparatur)
f. Abmessungsbericht
g. Schweißreparaturkarten
h. Schweißverfahren und Qualifikationsnachweise für Verfahren
i. Qualifikation als Schweißer
j. Qualifikation eines Inspektors für zerstörungsfreie Prüfungen
|
Artikel
|
Strukturelle Merkmale
|
Verarbeitungsmaßnahmen
|
Inhalt der Prüfung
|
|
Umfangsgerät
|
(1)GS42CrMo4Alloy Steel (firmeninterne Normen)
HB 220 bis 240
(2) Halbstrukturiert, Y-Spoke
(3) Helixförmig
(4) angemessene Dichtungs- und Ausrichtungsanlage von Legierstahl (firmenrechtliche Normen) |
(1) Raffination des Außenstahls (RH-Argon und Vakuumbehandlung)
(2) proprietäre Kaltform-Hängensandtechnologie zur Gewährleistung des Gießens, der Dichte
(3) Normalisierung (eigene Technologie), um die Zahnoberflächenhärte zu
Nach
(4) grobe Schiebe, Freigabezeit, Reparatur der Gelenkoberfläche, dann feine Rollen
(5) selbstgefertigte Kochplatte
|
(1) mechanische Eigenschaften und chemische Zusammensetzung von Gießstoffen (interne Norm)
(2) Raubbau nach Schallprüfung
(3) Halbveredelung, Veredelung nach Ultraschallprüfung und Magnetpartikelprüfung
(4) Prüfung der Zahnoberfläche mit magnetischen Partikeln, Härteprüfung
(5) Prüfung der Zahntoleranz
(6) die Fabrikmontagelastprüfung zur Prüfung der Richtigkeit der Reifengröße |
Die technischen Anforderungen an einen großen CITICIC-Ring:
1) vor der Normalisierung der Oberflächenhärtung vorbehandelt wird, sollte die Härte HB210 ~ 250; mechanische Leistung sind die ultimative Festigkeit Rb 690MPa, Ausbeute Spannung Rs 490MPa, Dehnung D5 11%,Verringerung der Fläche W 25%, Stoßfestigkeit Ak 30J; Zahninduktionshärtung, Härte HRC50 ~ 55; wirksame Härtschichttiefe 3 ~ 5 mm.
2) Gesamt Ultraschallfehlererkennung, die interne Qualität sollte zwei Anforderungen erfüllen GB7233-87 Anforderungen der Norm; Zahn- und Filetmagnetpartikelinspektion,Die Qualität sollte zwei Anforderungen der GB/T9444-88-Normen erfüllen..
3) Beachten Sie, dass das Gusswerk nicht abgerundet ist R5 ~ R10.
4) Zähne am beiden Ende und 1 45b.5) durch zwei und einen halben Ringen, die die Zahnbreite der einzelnen Ringe entlang des Randes eines ganzen Rings mit hochfesten Schrauben umfassen.kombiniert mit der Zahnoberfläche muss in der unteren Mitte sein.
2 Herstellungsverfahren für große Ringgeräte
2.1 aus Rohmaterial
Stahlgussleere werden von CITIC Heavy Machinery Co., Ltd. zur Verfügung gestellt.Gießerei, Schlagboxen, Reinigung, Dressing von Gießwerkzeugen;
Schecks nach den Normen JB/T6402-92 nach Annahme ausgestellt
Abwärtsverfahren.
2.2 Rohbau
Durchzogen durch Zeichnen und Ausblenden, Ausrichtung, Verbindung, Verarbeitung sowohl innerhalb als auch außerhalb des Kreises, Kombination von Fassfräsen, Bohren und anderen Verfahren.
2.3 Explorationsverletzungen
Gesamt Ultraschallfehlererkennung, interne Qualität sollten die beiden Anforderungen der GB7233-87 Normen erfüllen.
2.4 Normalisierung der Vorbehandlung
Halbring-Paare normalisieren und härten die Behandlung, bieten eine gute Organisation für die anschließende Oberflächenhärtung; Druckzeichnungen Verformung der Halbring-Zugprüfung nach der Wärmebehandlung.
2.5 Bearbeitung
Die ersten zweieinhalb Ringe werden mit hochfesten Schrauben hergestellt, die den Ring als Ganzes verbinden, der gesamte Prozess durch Zeichnen eines Kreises Quannei Wai Zähne und oberen und unteren Ende,und anschließend Zeichnung und Bearbeitung der Anforderungen des Fräsprozesses.
2.6 Beseitigung der Verarbeitungsbelastung
Der Gesamtring wurde erhitzt, um Stress zu vermeiden.
2.7 Verhärtung der Ringoberfläche insgesamt
IF entlang der alveolären Zahnoberfläche durch Induktionshärtung, Härte HRC50 ~ 55, effektive gehärteten Schichttiefe 3 ~ 5 mm.
2.8 Endkontrolle
Erstens erfüllt die Detektionsfrequenzdämpfung, die Härte nach dem Härten des Ringgetriebes die Anforderungen der Zeichnungen; zweitensum festzustellen, ob der maximale Außendurchmesser größer ist als die Deformation D6944 3 mm, die mechanische Korrektur erforderlich, bis qualifiziert; Drittens, Zahn- und Filetmagnetpartikelinspektion, Qualität sollte zwei Anforderungen erfüllennach den Zeichnungen und technischen Anforderungen für die endgültige Prüfung.
Unsere Dienstleistungen
CITIC Heavy Industries ist Ihr Geschäftspartner im Aftermarket.
CITICIC kann Folgendes anbieten:
1. Maschinenbauteile - Konstruktion und Herstellung
2. GROSSE GEWÄHLTE GEWÄHLER für Stahl und Eisen
3. ENORME Maschinenbaukapazitäten
4. Ausbildungsprogramme
5. Präventive Wartungsprogramme
6. PREVENTATIVE Wartungsleistungen
7. umfassende Wartungsprogramme
CITICs Feldservice-Ingenieure sind speziell für die Produkte der CITIC-Markengruppe ausgebildet, können aber auch die Wartung anderer OEM-Marken übernehmen.
Unsere Techniker verfügen über die fortschrittlichste diagnostische Ausrüstung, um Ihre Ausrüstung zu schießen, um die Leistung zu optimieren und Ausfallzeiten zu minimieren.
CITICIC verfügt darüber hinaus über eine umfangreiche Kapazität zur Versorgung Ihrer Verbrauchsmaterialien und elektrischen/mechanischen Ersatzteilbedürfnisse.
Häufig gestellte Fragen
Qualitätskontrolle
Zentrum für physikalische und chemische Identifizierung
CITICIC besitzt ein professionelles Prüf- und Messinstitut, das fortschrittliche Prüfmethoden anbietet, wie z. B. zerstörungsfreie Prüfverfahren.
Prüfungen, chemische Industrieanalysen, metallographische Prüfungen und Analysen, mechanische Prüfungen, Probenvorbereitung, Meter/Länge
Das Institut für Metrologie hat in China eine führende Rolle gespielt.
CITICIC besitzt fast zweihundert Arten fortschrittlicher Prüfgeräte,Neun verschiedene Messstandards und fast zwanzig Arten von Weltklasse-Prüfgeräten, die aus internationalen Ländern wie Deutschland importiert wurden, Japan, USA,
Großbritannien und Belgien.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!